
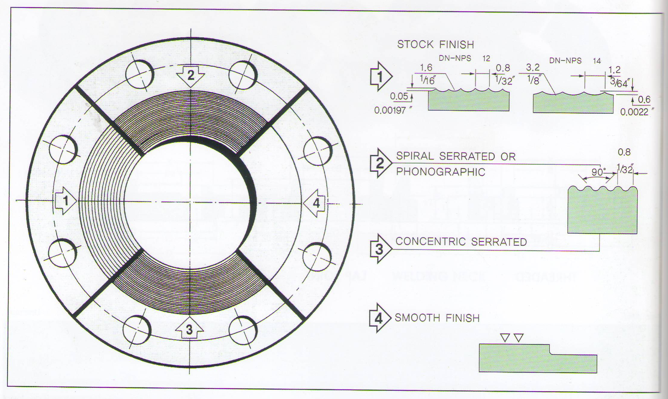
ZAVRŠNA ZALIHA:
Najrašireniji od svih završnih brtvi, jer je praktički prikladan za sve uobičajene servisne uvjete. Ovo je kontinuirani spiralni utor.
Prirubnice veličine 12″ (304,8 mm) i manje proizvode se alatom s okruglim vrhom od 1/16″ pri posmaku od 1/32″ po okretaju.
Za veličine 14 inča (355,6 mm) i veće. završna obrada izrađena je alatom s okruglim vrhom od 1/8" pri posmaku od 3/64" po okretaju.
SPIRALNO NAZUBLJENO ILI FONOGRAFSKO:
Ova završna obrada se izrađuje pomoću alata s okruglim vrhom od 90°.
KONCENTRIČNO NAZUBLJENO:
Ova završna obrada se izrađuje pomoću alata s okruglim vrhom od 90°.
GLATKA ZAVRŠNA OBRADA:
Alat za rezanje koji se koristi mora imati radijus od približno 0,06 inča.
Rezultirajuća završna obrada površine mora imati 125 μ inča do 250 μ inča (ANSI B16.5 paragraf 6.4;4.1)
1.UZDIGNUTO LICE. I VELIKI MUŠKI I ŽENSKI
Koristi se nazubljena koncentrična ili nazubljena spiralna završna obrada koja ima od 34 do 64 utora po inču.
Alat za rezanje koji se koristi ima radijus od približno 0,06 in.
Rezultirajuća završna obrada površine mora imati približnu hrapavost od 125 μ inča (3,2 μm) do 500 μ inča (12,5 μm)
2.JEZIĆ I ŽLJEB, TE MALI MUŠKI I ŽENSKI
Kontaktna površina brtve ne prelazi hrapavost od 125μ in.(3,2μm).
3.PRSTENASTI SPOJ
Unutarnja površina stijenke utora brtve ne prelazi hrapavost od 63 μ in. (1,6 μm).
4.SLIJEPI
Slijepe prirubnice ne moraju biti okrenute prema sredini ako je, kada je ovaj središnji dio podignut, njegov promjer najmanje 1 in.
manji od unutarnjeg promjera armature odgovarajuće klase tlaka.
Kada je središnji dio pritisnut, njegov promjer nije veći od unutarnjeg promjera odgovarajuće armature klase tlaka.
Nije potrebna obrada udubljenog centra.
Vrijeme objave: 2. rujna 2021